After you trammed/levelled your printer, it`s time to calibrate it. Start with the extruder calibration (also known as e-steps). Once you get that right, there is no need to look at it anymore , as long as you do not change extruder or hotend things.
Other calibrations have to do with your filament. Other types of filament (PLA, ABS, PETG) and even the same, but other brands, can have different outcome. So you have to do this for every filament/brand. These are the XYZ calibration and the temperature-, flow- and retraction towers.
Calibration
- Rick Impey has a nice video about e-steps calibration on your printer
- Also have a look at Ellis` print tuning guide.
- XYZ calibration make sure your steppenmotors deliver the right distance for your prints in all three directions. Because some filaments shrink after it`s printed, measurements can be different. If the Z-height just gets a little to high, the nozzle could draw over the print and knock it off your bed (or just make the top layer look bad). You can use a 20x20x20mm XYZ cube for that. If you want to do it more secure, follow this link to a video of Pushing Plastics. He scaled the cubes to 40x40x40mm. I made a simple 200x200x200mm model for that. You will find it on Thingiverse.
Cura tower calibrations
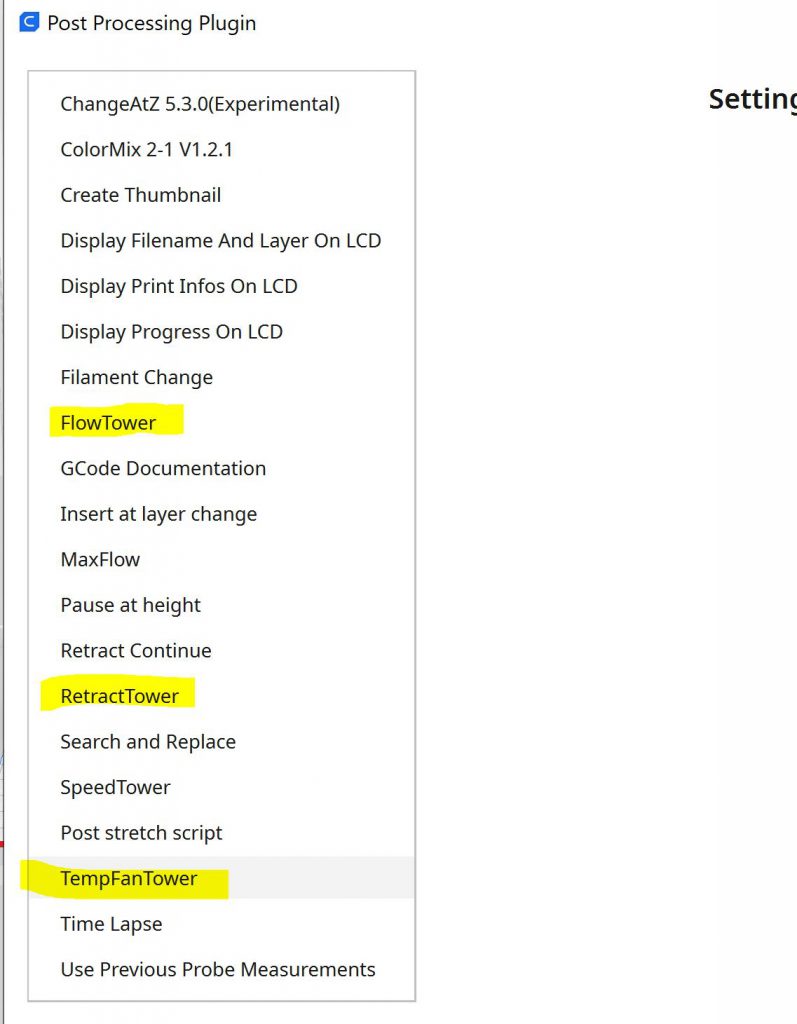
In Cura, you can select different towers to test your settings for the filament. Do minimum the next three towers:
- Temperature tower
- Retraction tower
- Flow tower
Following is based on the latest Ultimaker 5.4.0. Open the tower options from the menu and click on `add a script`.

From here you have the following options:
A nice YouTube video from 3D Rundown explains most of them.
Now let`s continue with cleaning the bed.